Корпусная мебель — облицовка кромкой

Большинство мебели, изготавливаемой сегодня, производится не из массивной древесины, а из плитных материалов. Такую мебель легко транспортировать, так как она может собираться непосредственно на территории покупателя. Стоимость изготовления намного ниже, чем при работе с натуральным деревом. Но есть и свои недостатки и специфика. Одним из таких специфических моментов являеться то, что плиту необходимо кроить. На торце детали уже не будет древесного узора, а использовать плиту с прессованной стружкой на видимой части — неприемлемо. Вот почему, нанесение кромки на такие участки — один из важнейших технологических процессов.
Существует множество способов облицовки края плиты: от ручного, с использованием даже бытового утюга, до лазерной технологии. Вариант ручного нанесения приемлем для небольшой гаражной мастерской. В то же время, лазерное нанесение кромки - это дорогое удовольствие, хотя, несомненно, имеет весомые преимущества. Например, в таком случае не видно клеевого шва, так как он образуется из расплавленного слоя кромочного материала. Кроме того, такое соединение очень надежно и не пропускает влаги, что крайне важно, например, для ванной мебели.
Но, давайте не будем впадать в крайности и поговорим о “золотой середине”. На большинстве мебельных предприятий используются кромкооблицовочные станки. Пример такого оборудования можно посмотреть по этой ссылке. Эти станки бывают нескольких типов: автоматические проходные и ручные. Возможен также вариант использования узла нанесения на станках с ЧПУ.
Основное отличие состоит в том, что на проходных станках возможно оклеивание кромкой только прямолинейных деталей, а на ручных (или при использовании специального агрегата для ЧПУ станка) — на поверхность любой формы.

Технологический процесс на один, но могут быть незначительные изменения в зависимости от типа оборудования для нанесения кромки. В частности, клеевой слой можно нанести как на саму деталь, так и на поверхность кромочного материала. В большинстве случаев, это не имеет особого значения, особенно, если деталь была предварительно прифугована.
После нанесения клея, кромка прижимается к торцу заготовки специальными роликами. В более серьезных станках используются еще несколько дожимных валиков, установленных под разными углами, которые дожимают верхний и нижний края материала. После нанесения лишний материал отрезается торцовочными пилами по длине детали, а, при помощи фрез и циклевальных ножей, снимаются лишние свесы сверху и снизу. Можно также придать форму углам или закруглить края, для боле плавной формы.
Окончательной (финишной) обработкой является циклевка (соскабливание) клеевого шва, а также устранение “микроволн”, оставшихся после фрезерования свесов материала. В некоторых кромкооблицовочных станках, устанавливают также полировальные агрегаты, которые придают кромке особого глянцевого блеска.
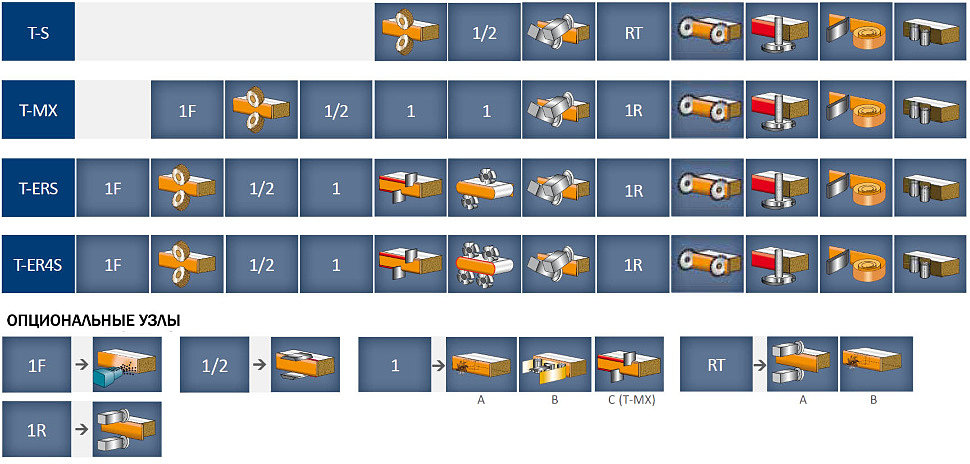
Разнообразие агрегатов и модулей для станков:
Какой бы тип оборудования для нанесения кромочного материала Вы не использовали, помните, от качества выполнения данного этапа, во многом, будет зависеть качество, надежность и ценность изготавливаемой мебели.